مقدمه
بیشتر شکستها در ژنراتورهای فشارقوی ناشی از بروز عیب در سیستم عایقی میباشد که اغلب نتیجه تدریجی و مجموع اثرات مخرب تخلیه جزئی بر روی سیستم عایقی میباشد. ازاینرو عایق الکتریکی شینه ژنراتور نقش مهمی در عملکرد ژنراتورهای فشارقوی برای استقامت در برابر تنشهای الکتریکی، حرارتی و مکانیکی بالا در طول بهره برداری ایفا میکند.
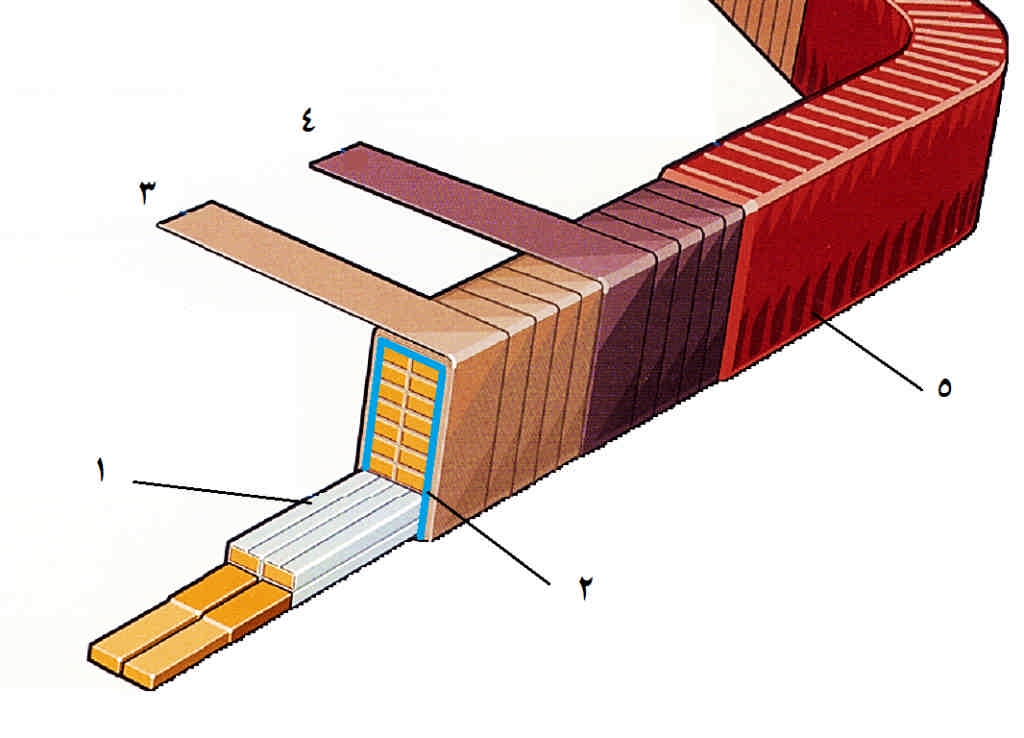
نوع سیستم عایقی و لایههای حفاظتی بهکاررفته، در کیفیت عایق و تخلیه جزئی آن تأثیرگذار میباشد. دو نوع سیستم عایقی در ساخت شینه های نیروگاهی کاربرد دارد که عبارتاند از سیستم پُررِزین و سیستم پخت تحت فشار و خلاء. لایههای حفاظت در برابر کرونا و تنظیم میدان به سه دسته زیر تقسیم میشود:
- لایه تنظیم میدان داخلی (ICP)
- لایه تنظیم میدان خارجی (OCP)
- لایه تنظیم میدان انتهایی (ECP)